
ເຖິງວ່າວີຊີເປັນທໍ່ທີ່ບໍ່ແມ່ນໂລຫະທີ່ພົບເລື້ອຍທີ່ສຸດໃນໂລກ, PPR (Polypropylene Random Copolymer) ເປັນວັດສະດຸທໍ່ມາດຕະຖານໃນຫຼາຍພາກສ່ວນອື່ນໆຂອງໂລກ. ຂໍ້ຕໍ່ PPR ບໍ່ແມ່ນຊີມັງ PVC, ແຕ່ຖືກໃຫ້ຄວາມຮ້ອນໂດຍເຄື່ອງມືປະສົມພິເສດ ແລະ ໂດຍພື້ນຖານແລ້ວຖືກລະລາຍເປັນອັນດຽວ. ຖ້າສ້າງຂຶ້ນຢ່າງຖືກຕ້ອງດ້ວຍອຸປະກອນທີ່ຖືກຕ້ອງ, ຂໍ້ຕໍ່ PPR ຈະບໍ່ຮົ່ວໄຫຼ.
ໃຫ້ຄວາມຮ້ອນແກ່ເຄື່ອງມືປະສົມ ແລະ ກະກຽມທໍ່ສົ່ງ
1
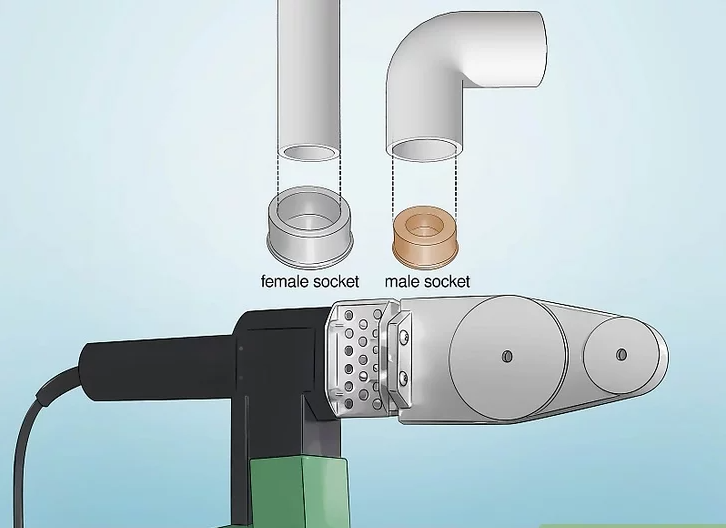
ວາງຊັອກເກັດຂະໜາດທີ່ເໝາະສົມໃສ່ເຄື່ອງມືປະສົມ. ສ່ວນຫຼາຍແລ້ວPPRເຄື່ອງມືເຊື່ອມໂລຫະມາພ້ອມກັບຄູ່ຂອງຮູສຽບເພດຜູ້ ແລະ ເພດແມ່ທີ່ມີຂະໜາດຕ່າງໆ, ເຊິ່ງສອດຄ່ອງກັບເສັ້ນຜ່າສູນກາງທໍ່ PPR ທົ່ວໄປ. ດັ່ງນັ້ນ, ຖ້າທ່ານກຳລັງໃຊ້ທໍ່ PPR ທີ່ມີເສັ້ນຜ່າສູນກາງ 50 ມມ (2.0 ນິ້ວ), ໃຫ້ເລືອກຄູ່ຂອງປອກທີ່ມີເຄື່ອງໝາຍ 50 ມມ.
ເຄື່ອງມືປະສົມທີ່ຖືດ້ວຍມືໂດຍທົ່ວໄປສາມາດຈັດການໄດ້PPRທໍ່ຕັ້ງແຕ່ 16 ຫາ 63 ມມ (0.63 ຫາ 2.48 ນິ້ວ), ໃນຂະນະທີ່ຮຸ່ນຕັ້ງໂຕະສາມາດຈັບທໍ່ຂະໜາດຢ່າງໜ້ອຍ 110 ມມ (4.3 ນິ້ວ).
ທ່ານສາມາດຊອກຫາເຄື່ອງມືປະສົມ PPR ຫຼາກຫຼາຍຮູບແບບໄດ້ທາງອອນໄລນ໌, ເຊິ່ງມີລາຄາຕັ້ງແຕ່ປະມານ 50 ໂດລາສະຫະລັດ ຈົນເຖິງຫຼາຍກວ່າ 500 ໂດລາສະຫະລັດ.
2
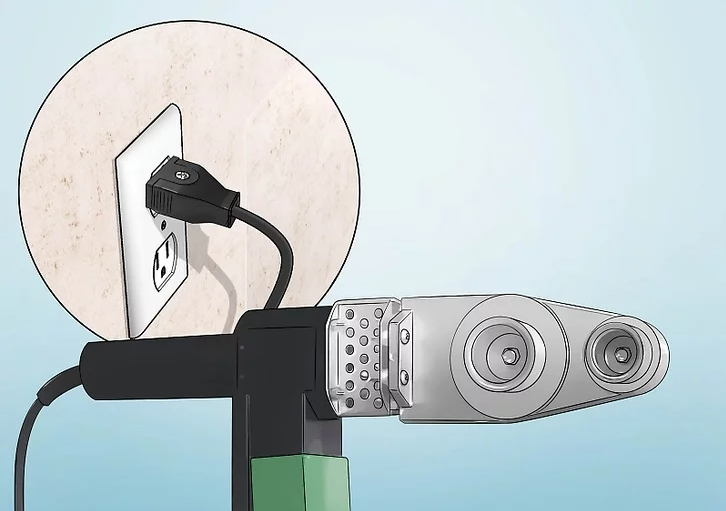
ໃສ່ເຄື່ອງມືຟິວເຊິນເພື່ອເລີ່ມໃຫ້ຄວາມຮ້ອນແກ່ຊັອກເກັດ. ເຄື່ອງມືຟິວເຊິນສ່ວນໃຫຍ່ຈະສຽບເຂົ້າກັບຊັອກເກັດມາດຕະຖານ 110v. ເຄື່ອງມືຈະເລີ່ມໃຫ້ຄວາມຮ້ອນທັນທີ, ຫຼືທ່ານອາດຈະຕ້ອງເປີດສະວິດໄຟ. ຮຸ່ນຕ່າງໆແຕກຕ່າງກັນ, ແຕ່ມັນອາດໃຊ້ເວລາສອງສາມນາທີສຳລັບເຄື່ອງມືໃນການໃຫ້ຄວາມຮ້ອນແກ່ຊັອກເກັດໃຫ້ມີອຸນຫະພູມທີ່ຈຳເປັນ. [3]
ຈົ່ງລະມັດລະວັງຫຼາຍເມື່ອໃຊ້ເຄື່ອງມືລະລາຍຄວາມຮ້ອນ ແລະ ໃຫ້ແນ່ໃຈວ່າທຸກຄົນໃນພື້ນທີ່ຮູ້ວ່າມັນກຳລັງເຮັດວຽກ ແລະ ຮ້ອນ. ອຸນຫະພູມຂອງປລັກໄຟເກີນ 250 °C (482 °F) ແລະ ອາດຈະເຮັດໃຫ້ເກີດການໄໝ້ຮຸນແຮງ.
3
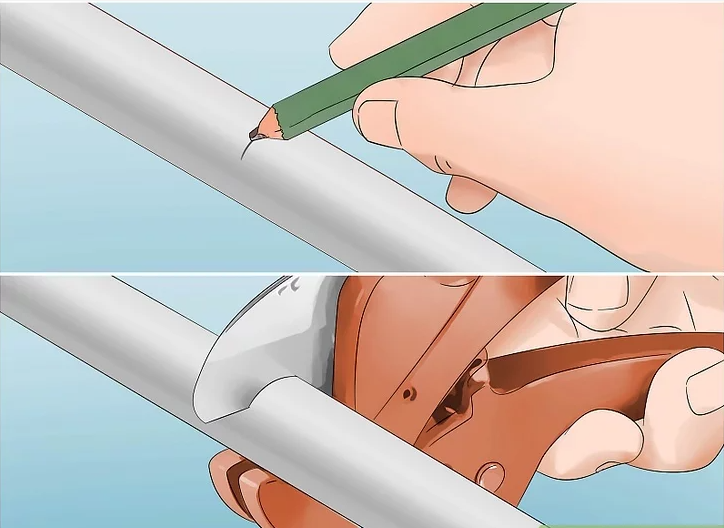
ຕັດທໍ່ໃຫ້ມີຄວາມຍາວທີ່ລຽບ ແລະ ສະອາດ. ເມື່ອເຄື່ອງມືເຊື່ອມໂລຫະຖືກເຮັດໃຫ້ຮ້ອນ, ໃຫ້ໃຊ້ເຄື່ອງມືທີ່ມີປະສິດທິພາບເພື່ອໝາຍ ແລະ ຕັດທໍ່ໃຫ້ມີຄວາມຍາວທີ່ຕ້ອງການເພື່ອໃຫ້ໄດ້ການຕັດທີ່ສະອາດຕັ້ງສາກກັບແກນ. ຊຸດເຄື່ອງມືເຊື່ອມໂລຫະຫຼາຍຊຸດມີເຄື່ອງຕັດທໍ່ແບບໄກ ຫຼື ແບບໜີບ. ເມື່ອນຳໃຊ້ຕາມຄຳແນະນຳ, ສິ່ງເຫຼົ່ານີ້ຈະເຮັດໃຫ້ມີການຕັດທີ່ລຽບ ແລະ ເປັນເອກະພາບໃນ PPR, ເຊິ່ງເໝາະສົມຫຼາຍສຳລັບການເຊື່ອມໂລຫະແບບເຊື່ອມໂລຫະ. [4]
ທໍ່ PPR ຍັງສາມາດຕັດໄດ້ດ້ວຍເລື່ອຍມືຫຼາຍຊະນິດ ຫຼື ເລື່ອຍໄຟຟ້າ ຫຼື ເຄື່ອງຕັດທໍ່ລໍ້. ຢ່າງໃດກໍຕາມ, ໃຫ້ແນ່ໃຈວ່າການຕັດແມ່ນລຽບ ແລະ ສະໝໍ່າສະເໝີທີ່ສຸດເທົ່າທີ່ຈະເປັນໄປໄດ້, ແລະ ໃຊ້ກະດາດຊາຍລະອຽດເພື່ອເອົາຄຣີມອອກທັງໝົດ.
4
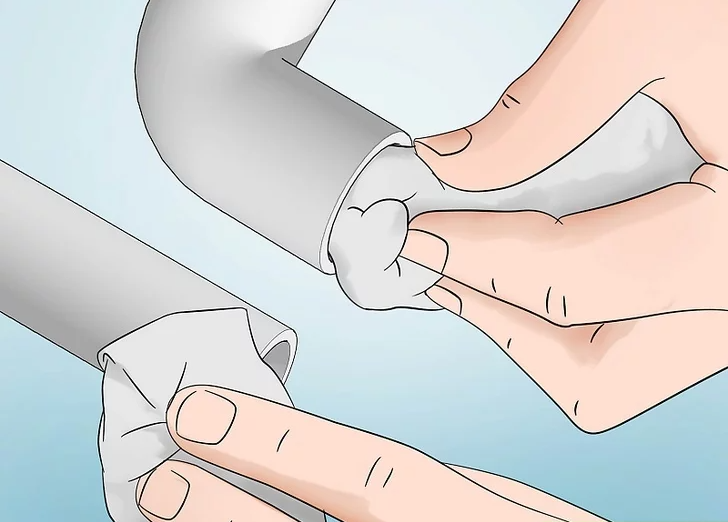
ເຊັດອຸປະກອນ PPR ດ້ວຍຜ້າ ແລະ ນໍ້າຢາທຳຄວາມສະອາດທີ່ແນະນຳ. ຊຸດເຄື່ອງມືປະສົມຂອງທ່ານອາດຈະແນະນຳ ຫຼື ແມ່ນແຕ່ປະກອບມີນໍ້າຢາທຳຄວາມສະອາດສະເພາະສຳລັບທໍ່ PPR. ປະຕິບັດຕາມຄຳແນະນຳເພື່ອໃຊ້ນໍ້າຢາທຳຄວາມສະອາດນີ້ຢູ່ດ້ານນອກຂອງທໍ່ ແລະ ພາຍໃນອຸປະກອນທີ່ຈະເຊື່ອມຕໍ່. ປະໄວ້ໃຫ້ຊິ້ນສ່ວນແຫ້ງຊົ່ວໄລຍະໜຶ່ງ. [5]
ຖ້າທ່ານບໍ່ຮູ້ວ່າຈະໃຊ້ນໍ້າຢາທໍາຄວາມສະອາດປະເພດໃດ, ກະລຸນາຕິດຕໍ່ຜູ້ຜະລິດເຄື່ອງມືປະສົມ.
5
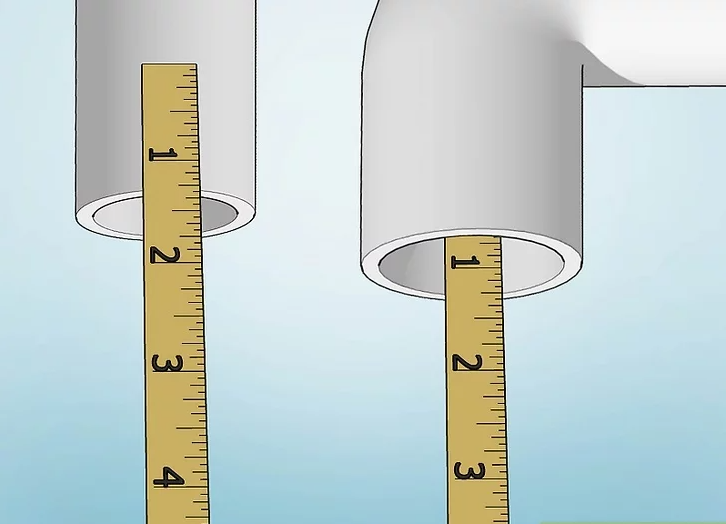
ໝາຍຄວາມເລິກຂອງການເຊື່ອມຢູ່ປາຍທໍ່. ຊຸດເຄື່ອງມືປະສົມຂອງທ່ານອາດຈະມາພ້ອມກັບແມ່ແບບສຳລັບໝາຍຄວາມເລິກຂອງການເຊື່ອມທີ່ເໝາະສົມໃນທໍ່ PPR ທີ່ມີເສັ້ນຜ່າສູນກາງແຕກຕ່າງກັນ. ໃຊ້ດິນສໍເພື່ອໝາຍທໍ່ຕາມຄວາມເໝາະສົມ.
ອີກທາງເລືອກໜຶ່ງ, ທ່ານສາມາດໃສ່ເທບວັດແທກເຂົ້າໄປໃນຂໍ້ຕໍ່ທີ່ທ່ານກຳລັງໃຊ້ (ເຊັ່ນ: ຂໍ້ຕໍ່ຂໍ້ສອກ 90 ອົງສາ) ຈົນກວ່າມັນຈະຕຳກັບສັນນ້ອຍໆໃນຂໍ້ຕໍ່. ຫັກອອກ 1 ມມ (0.039 ນິ້ວ) ອອກຈາກການວັດແທກຄວາມເລິກນີ້ ແລະ ໝາຍມັນເປັນຄວາມເລິກຂອງການເຊື່ອມຢູ່ເທິງທໍ່.
6
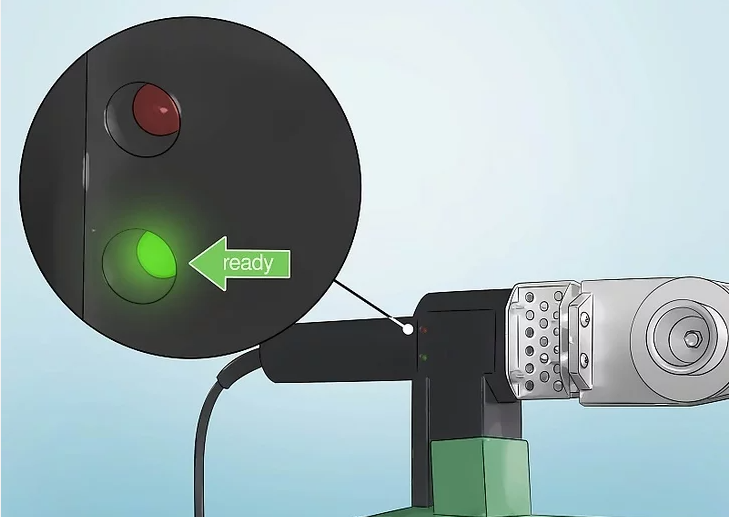
ຢືນຢັນວ່າເຄື່ອງມືປະສົມຄວາມຮ້ອນເຕັມທີ່ແລ້ວ. ເຄື່ອງມືປະສົມຄວາມຮ້ອນຫຼາຍຊະນິດມີໜ້າຈໍສະແດງຜົນທີ່ບອກທ່ານວ່າເຄື່ອງມືຮ້ອນແລະພ້ອມແລ້ວເມື່ອໃດ. ອຸນຫະພູມເປົ້າໝາຍປົກກະຕິແລ້ວແມ່ນ 260 °C (500 °F).
ຖ້າເຄື່ອງມື fusion ຂອງທ່ານບໍ່ມີຈໍສະແດງອຸນຫະພູມ, ທ່ານສາມາດໃຊ້ໂພຣບ ຫຼື ເຄື່ອງວັດແທກອຸນຫະພູມອິນຟາເຣດເພື່ອອ່ານອຸນຫະພູມຢູ່ເທິງຊັອກເກັດໄດ້.
ທ່ານຍັງສາມາດຊື້ໄມ້ຊີ້ບອກອຸນຫະພູມ (ເຊັ່ນ Tempilstik) ໄດ້ທີ່ຮ້ານຂາຍອຸປະກອນເຊື່ອມ. ເລືອກໄມ້ທີ່ຈະລະລາຍທີ່ອຸນຫະພູມ 260 °C (500 °F) ແລະແຕະອັນໜຶ່ງໃສ່ແຕ່ລະຮູຮັບນ້ຳໜັກ.
ເວລາໂພສ: ວັນທີ 31 ທັນວາ 2021





